

2022-08-29 09:19:41
1、氨氮与氨氮废水
氨氮是指游离氨(或称非离子氨,NH3)或离子氨(NH4+)形态存在的氨。pH较高,游离氨的比例较高;反之,铵盐的比例高。
氨氮是水体中的营养素,可导致水富营养化现象产生,是水体中的主要耗氧污染物,对鱼类及某些水生生物有毒害。
氨氮对水生物起危害作用的主要是游离氨,其毒性比铵盐大几十倍,并随碱性的增强而增大。氨氮毒性与池水的pH值及水温有密切关系,一般情况,pH值及水温愈高,毒性愈强。
1.1氨氮废水的来源
在众多污染水体中,含氨氮废水是一种主要的污水形式,氨态氮是水体中氮的主要污染形态,其中氨态氮主要存在形式为铵离子和游离的氨分子。
其来源于主要有三个方面:工业废水、农业废水和生活废水。
其中工业废水中氨氮废水的排放量最多,根据我国的污染源普查统计,石油、金属冶炼、化工以及食品加工等行业是氨氮废水排放的主要行业,这些行业的氨氮排放量占工业废水氨氮排放量的85.9%。
1.2氨氮废水的危害
氨氮是水体中氮的主要污染形态,而各种废水中的氨氮又主要以有机氨氮与无机氨氮两种形式存在。有机氨氮主要以醇胺类、酰胺类、脂肪胺类以及芳香胺类等有机物的形式存在。
而无机氨氮主要是指在酸性条件下主要以铵根离子的形式存在,而在碱性条件下部分以游离的氨分子形式,另一部分以铵根离子形式存在的氨氮。
众多研究表明,氨氮是造成水体富营养化的一种主要污染物,而排放进水江河湖泊中的高浓度氨氮会导致部分有害的水体生物在厌氧环境中大量繁殖,影响水中鱼类的生存环境,甚至使鱼类中毒或死亡,对水产养殖业造成一定程度的破坏。
而且水体氨氮的浓度较高时,在水体中会产生硝酸盐和亚硝酸盐等对人体健康有危害的物质。
1.3氨氮废水治理现状
治理氨氮废水的新技术仍处于研究阶段,到目前为止,氨氮废水的处理技术主要分为生物处理法和物化处理法。
生物处理法主要包括A/O工艺、A2O工艺、硝化—反硝化工艺、SBR工艺、厌氧氨氧化工艺、UCT工艺等;物化处理法主要包括折点氯化法、离子交换法、高级氧化法、化学沉淀法和吹脱法。
目前针对工业废水中高浓度氨氮的处理方法主要使用物理化学方法做预处理,其他方法进行后续处理,虽能取得较好的处理效果,但仍存在结垢、二次污染等问题。
生物法具有操作简单、效果稳定、不产生二次污染且经济的优点,缺点占地面积大,处理效率易受温度和有毒物质等的影响且对运行管理要求较高。
同时,在工业运用中应考虑某些物质对微生物活动和繁殖的抑制作用。此外,高浓度的氨氮对生物法硝化过程具有抑制作用。
2、昆山威胜达处理方案
昆山威胜达环保设备有限公司是一家专注于高浓废水蒸发减量技术研发、设备生产与应用的的高新技术企业。
依托自主研发的低温蒸发减量化设备,配合专项开发的处理工艺,昆山威胜达已成为高浓废水蒸发减量化及环保治理领域的专业的解决方案提供商。
同时,以帮助工业企业环保达标、实现资源化可持续发展为己任,采用模块化精益生产,以研发数据为依据,制定工程化解决方案。依托自主研发的低温蒸发设备以及严谨全面的工艺开发,昆山威胜达在废水治理领域已经积累了很多处理案例,为众多企业解决发展中的难题,创造价值。
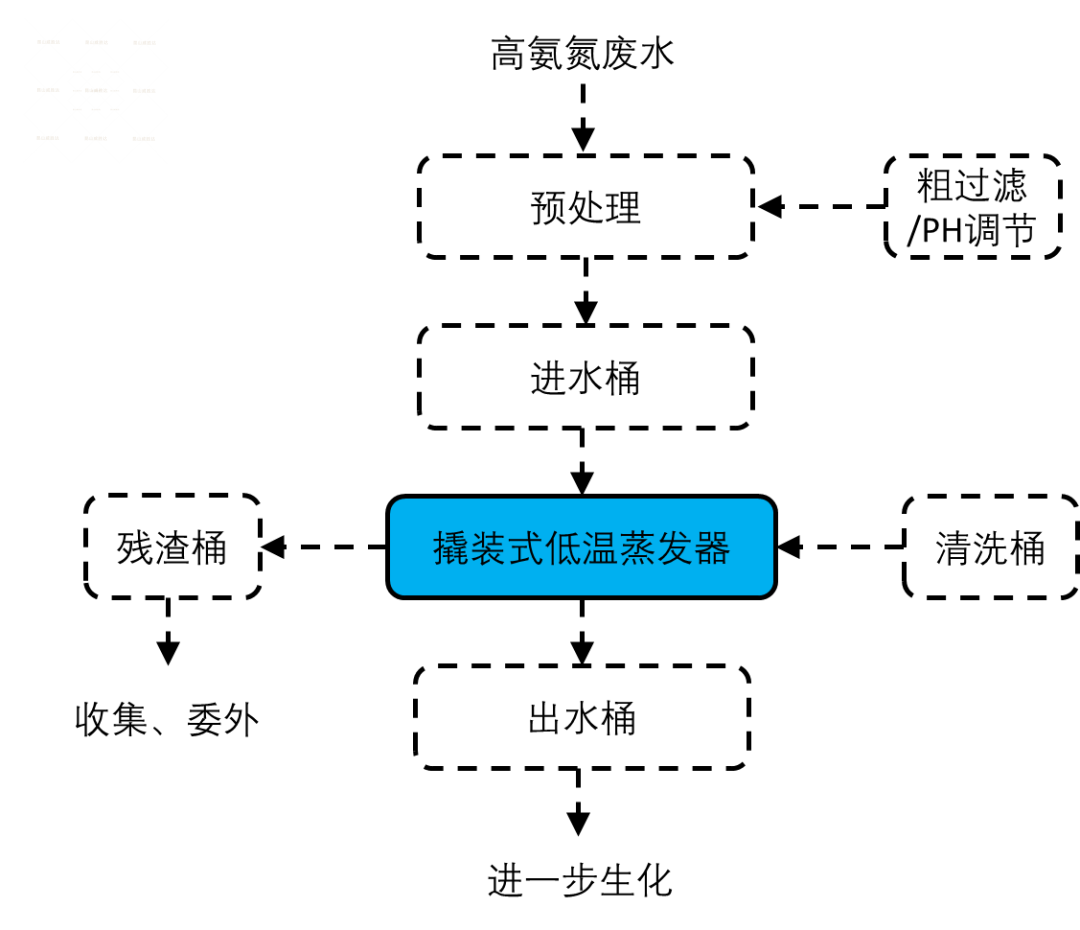
针对化工领域高氨氮废水,采用PH调节+低温蒸发处理工艺,处理高氨氮废水,能将废水中的氨氮高效去除,满足企业的要求,降低废水后续处理的压力。其优点有:
(1)高效实现废水中的氨氮的去除,处理后废水氨氮的浓度很低。
(2)大大降低企业的废水处理费用。
(3)结合小试、中试等手段,以科技为基础,实验为依据来设计整体处理工艺,实现非标废水和工艺之间高度匹配。
(4)撬装式设备,结构紧凑,占地面积小,土建投资少。
(5)采用低温热泵技术,仅需投入电能,运行费用低。
(6)可实现模块组件形式,能根据生产能力灵活调节,安装方便。
(7)工艺先进、成熟,无二次污染,有强大的技术支持和丰富的工程应用经验。
(8)自动化程度高、可实现云平台管理。
昆山威胜达低温蒸发技术,根据水质及客户现场需求的不同,针对高氨氮废水的处理,可分为蒸发浓缩和蒸发结晶两种工艺,主要如下:
1. 针对氨氮废水中不含盐分/现场无蒸汽热源,采用PH调节预处理+低温蒸发浓缩设备(LT系列)
2. 针对氨氮废水中含盐分/现场有蒸汽热源,采用PH调节预处理+低温蒸发结晶设备(ZQ系列),同时去除废水中的氨氮及盐分。
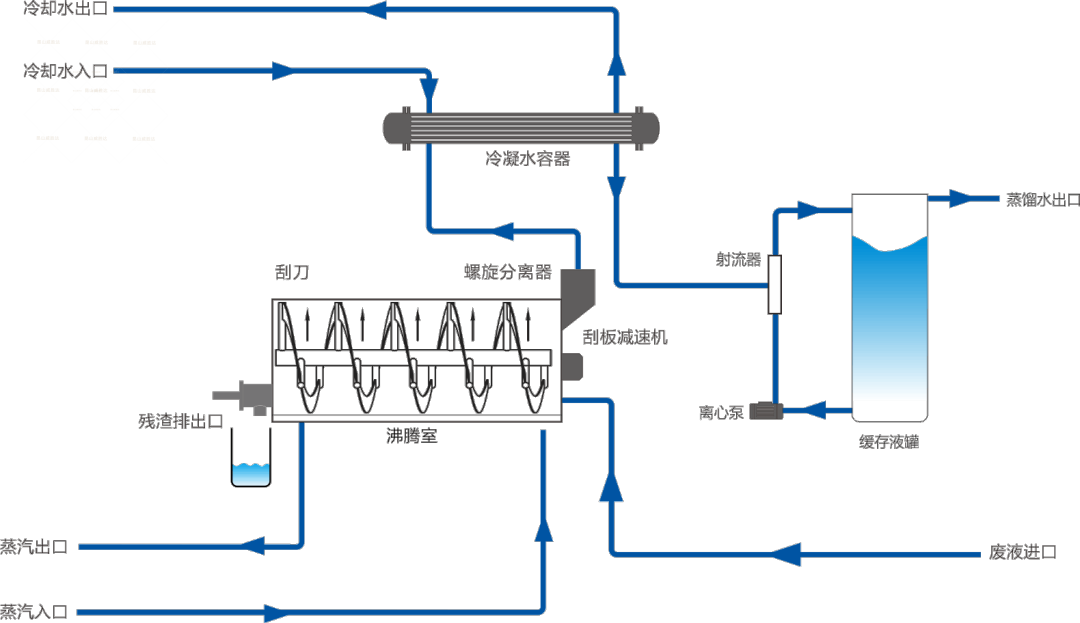
设备采用模块化撬装式结构,规格可以从5t/d做到60t/d。
3、案例分享
3.1客户背景
某企业产生的生产废水中含有大量氨氮,浓度在15000mg/L~30000 mg/L左右,远远超出了生化标准,稀释处理又导致排放量远超环评要求,给客户带来了很大的困扰,干扰了正常的生产。
3.2我司工艺流程
我司针对客户这一痛点,采用PH调节预处理+低温蒸发工艺,对这一股高氨氮废水进行生化前的预处理,大幅降低蒸发出水中的氨氮水平,控制在10-50 mg/L之间,满足生化进水要求,简单生化处理后可达标排放。
3.3应用现场展示

3.4进出水照片对比

3.5数据对比
|
序号 |
氨氮数据mg/L |
氨氮去除率 |
生化进水标准≤300mg/L |
|
|
原水(蒸发进水) |
蒸发出水 |
|||
|
1 |
10850 |
224 |
97.93% |
满足 |
|
2 |
10750 |
207 |
98.07% |
满足 |
|
3 |
10150 |
85 |
99.16% |
满足 |
|
4 |
10250 |
8 |
99.92% |
满足 |
|
5 |
15429 |
11 |
99.93% |
满足 |
|
6 |
16437 |
12 |
99.93% |
满足 |